
麵料染整工藝流程簡介
供應betway.net 燒毛坯,承接50%体育首存红利~ 染色成品訂單!微信:13801503159
麵料染整工藝流程的選擇,主要是根據織物的品種、規格、成品要求等,可分為前處理、染色、印花、後整理等。

麵料的前處理
天然纖維都含有雜質,在紡織加工過程中又加入了各漿料、油劑和沾染的汙物等,這些雜質的存在,既妨礙染整加工的順利進行,也影響織物的服用性能。
前處理的目的是應用化學和物理機械作用,除去織物上的雜質,使織物潔白、柔軟,具有良好的滲透性能,以滿足服用要求,並為染色、印花、整理提供合格的半製品。
棉:原布準備、燒毛、退漿、煮練、漂白、絲光。
滌:坯布準備、精煉(液堿等)、預縮、預定型、堿減量(液堿等)。
麵料的燒毛
通常,從紡織廠進入印染廠之後,坯布首先應經過檢驗、翻布、分批、打印和縫頭等工序,然後進行燒毛加工。
原因:
①未燒毛的布麵上絨毛過多,長短不一;
②光潔度差,易沾汙;
③在後序染整加工中易掉毛,導致印染疵。
燒毛目的
①改善布麵光澤;提高光潔度;
②改善抗起毛起球性能(特別是化纖織物);
③改善風格,燒毛會使織物變得挺括、有身骨。
關於燒毛詳細內容:燒毛是什麼?織物為什麼要經過燒毛?
麵料的退漿
在織造過程中,經紗受到較大的張力和摩擦,易發生斷裂。為了減少斷經,提高織造效率和坯布質量,在織造前需要對經紗進行上漿處理,是紗線中纖維粘著抱合,並在紗線表麵形成一層牢固的漿膜,使紗線變得緊密和光滑,從而提高紗線的斷裂強度和耐磨損性。
退漿目的:上漿後漿料透入纖維之間,部分附於經紗表麵,在提高紗線性能的同時,漿料汙染染整加工液,阻礙纖維與染化料的之間化學作用,使染整加工難以進行。
一、常用漿料簡介
天然漿料:澱粉、海藻膠、樹膠等。
澱粉性質:①遇酸分解,②遇堿穩定,發生溶脹,③遇氧化劑可分解,④被澱粉分解酶分解。
化學漿料:纖維素衍生物如羥甲基纖維素(CMC)、聚乙烯醇(PVA)、聚丙烯酸類、聚酯類等。
PVA性質:①對酸、堿穩定,粘度不降低。②被氧化劑降解。③適用性廣,相容性好,拚混無反應。
二、常用退漿方法
1、堿退漿
國內染廠應用最廣泛的方法之一,但是退漿率不高,在退漿的同時尚可去除其他雜質。
機理:采用氫氧化鈉稀溶液處理,澱粉漿料在堿作用下發生溶脹(或膨化)現象,並不發生化學反應,使漿料從凝膠狀轉化為溶膠狀,降低纖維與漿料間的結合力,然後利用水洗和機械力將其除去。對於PVA和聚丙烯酸酯類漿料,其能夠溶解氫氧化鈉稀溶液中。
2、(澱粉)酶退漿
酶又稱酵素,生物催化劑。
特點:退漿率高,不損傷纖維,隻適用澱粉,不能去除雜質。
特性:a.高效性。b.專一性,某種酶隻能催化一種反應甚至某個特殊反應。c.活性受溫度和PH值影響。
對於澱粉漿料或澱粉混合漿料(澱粉含量占優勢)都可用澱粉酶退漿。
3、酸退漿
國內應用不多,因使用時易損傷纖維,多與其它法聯合使用。
采用兩步法:堿退漿—酸退漿。
酸退漿可使澱粉水解,去除礦物鹽等作用,相互彌補。
4、氧化退漿
氧化劑:NaBrO2(亞溴酸鈉)H2O2 、Na2S2O8 、(NH4)2S2O8等。
原理:氧化劑可以氧化降解各種漿料,其分子量和粘度大為降低,水溶性增加,防止漿料再附著纖維,然後經高效水洗,除去水解產物。
關於退漿詳細內容:什麼是退漿?退漿的工藝有哪些?
麵料的煮練
煮練的目的是去除纖維雜質,改進織物加工性能,尤其是潤濕性能。
天然雜質:對於純棉織物,主要是纖維共生物或伴生物,包括油蠟、果膠、蛋白質、灰分、色素和棉籽殼。
人工雜質:在紡絲織造加工中添加的油劑、抗靜電劑以及油汙、鐵鏽和殘餘漿料等雜質。
這些雜質嚴重影響織物潤濕性而阻礙織物染色整理等加工的進行,必須在氫氧化鈉為主、表麵活性劑為輔的精練體係中去除之。
關於煮練詳細內容:聊一聊棉布的煮練及其設備工藝
麵料的漂白
經過煮練後,織物上的天然和人工的雜質已極大部分去除,但對於漂白和淺色織物來講,還要經過漂白。即要進行去除色素,提高白度為主要目的的漂白加工。
化纖不含色素,經煮練後已很潔白,而棉纖維經精練後色素仍然存在,白度差,因此漂白主要是針對棉纖維上的天然雜質所進行的。
漂白劑:
氧化型:次氯酸鈉、雙氧水和亞氯酸鈉等,主要用於棉纖維及混紡織物。
還原型:NaHSO3和保險粉等,主要用於蛋白質纖維織物。
次氯酸鈉漂白:
次氯酸鈉漂白多用於棉織物及維棉混紡織物漂白,有時也用於滌棉混紡織物漂白。但不能用於蠶絲、羊毛等蛋白質纖維的漂白,因次氯酸鈉對蛋白質纖維有破壞作用,並使纖維泛黃和損傷。在漂白過程中,除了天然色素遭到破壞外,棉纖維本身也可能受損傷,因此,必須控製好漂白的工藝條件,做到外觀質量與內在質量都合格。
次氯酸鈉製造容易,成本低廉,次氯酸鈉漂白操作方便,設備簡單,但由於次氯酸鈉漂白對環境保護不利,因此目前逐步被雙氧水所替代。
過氧化氫漂白H2O2:
過氧化氫又稱雙氧水,分子式為H2O2。雙氧水漂白簡稱氧漂。在堿性條件下,過氧化氫溶液的穩定性很差。因此,商品雙氧水呈弱酸性。
用雙氧水漂白的織物白度較好,色光純正,貯存時不易泛黃,廣泛應用於棉型織物的漂白。氧漂比氯漂有更大的適應性,但雙氧水比次氯酸鈉價格高,且氧漂需要不鏽鋼設備,能源消耗較大,成本高於氯漂。
目前印染廠使用較多的是平幅汽蒸漂白法,此法連續化程度、自動化程度、生產效率都較高,工藝流程簡單,且不產生環境汙染。
關於漂白詳細內容:織物為什麼要漂白?漂白劑有哪些?
麵料的絲光 (全棉麵料)
紡織品在承受一定張力的狀態下,借助濃燒堿的作用,並保持所需要的尺寸,可獲得絲一般的光澤,這一過程被稱為絲光。
絲光的目的:改善織物表麵光澤和手感,由於纖維的膨化,纖維排列更加整齊,對光線的反射更有規律,因而增進光澤度。
提高染色得色率:經過絲光整理後,纖維的晶區減少,無定形區增加,因而染料更易進入纖維內部,上色率比未絲光的纖維棉布提高20%,且鮮豔度提高,同時增加對死麵的遮蓋力。
提高尺寸穩定性:絲光有定型作用,可以消除繩狀皺痕,更能滿足染色和印花對半製品的質量要求。最主要的是經過絲光後,織物伸縮變形的穩定性得到了很大提升,因而大大降低了織物的縮水率。

關於絲光詳細內容:絲光是什麼?
精煉、預縮(化纖麵料)
精煉預縮的目的主要是去除織物(纖維)上的油劑、漿料以及在織造儲運過程中所吸附沾染上的汙垢,同時在高溫精煉中也能溶落纖維上部分低聚物。坯布在堿量前需預縮,主要加入去油靈、燒堿等助劑。化纖織物前處理在高溫高壓染色機中進行。

堿減量(化纖麵料)
堿減量原理與作用
堿減量處理是在高溫和較濃的燒堿液中處理滌綸織物的過程,聚酯纖維在氫氧化鈉水溶液中,纖維表麵聚酯分子鏈的酯鍵水解斷裂,並不斷形成不同聚合度的水解產物,最終形成水溶性的對苯二甲酸鈉和乙二醇。堿減量的設備主要有溢流染色機、連續式減量機、間歇式減量機三種,除溢流染色機外;連續式、間歇式減量機可對剩餘堿液進行回收續用。對部分堿減量產品為保證坯布外觀形尺寸的穩定性,需增加一道預定型工序,然後進入染色工序。
堿減量設備:

麵料染色
染色是通過染料(或顏料)和紡織材料發生物理或物理化學的結合,使紡織材料獲得鮮豔、均勻和堅牢色澤的加工過程。
將紡織材料浸入一定溫度下的染料水溶液中,染料就從水相向纖維中移動,此時水中的染料濃度逐漸降低,而紡織材料上的染料量逐漸增加,經過一段時間以後,水中的染料量和紡織材料上的染料量都不再變化,染料的總量也不發生變化,即染色達到了一種平衡狀態。
水中減少的染料,就是向纖維上移動的染料。在任意時間取出纖維,即使絞擰,染料也仍留在纖維中,並不能簡單地使染料完全脫離纖維,這種染料結合在纖維中的現象,就稱為染色。
根據染色加工對象的不同,染色方法主要可分為成衣染色、織物染色(主要分機織物染色、針織物染色與非織造材料染色)、紗線染色(可分為絞紗染色、筒子紗染色、經軸紗染色和連續經紗染色)和散纖維染色四大類。
其中織物染色的應用最廣,成衣染色指紡織材料加工成服裝後在進行染色的方法,紗線染色則多用於色織機織物和針織物,散纖維染色主要用於色紡織材料。

關於染色詳細內容:染色的基礎知識
麵料印花
使染料或塗料在織物上形成圖案的過程為印花。分為平網印花、圓網印花、轉移印花、數碼印花等。印花是局部染色,要求有一定的色牢度。所用染料與染色基本相同,主要采用直接印花工藝,還可采用塗料印花,塗料印花工藝簡單,但印製大麵積花紋手感較硬。
麵料後整理
紡織品整理,也叫後整理。是通過物理、化學或者物理兼化學的方法來改善織物手感和外觀(如硬挺整理、柔軟整理、軋光或起絨等)、提高織物品質並賦予織物新的功能(如抗皺、防水、防汙、防腐、防黴、防蛀和防菌等)的加工過程。
廣義:下織機後所經過的一切改善和提高品質的處理過程。
狹義:織物在練漂、染色和印花意外的加工過程稱為織物整理。
麵料後整理的目的
1. 使麵料尺寸和形態穩定
通過整理,穩定門幅、降低縮水率,使織物門幅整齊劃一,織物尺寸形態和組織形態符合規定標準。
例如:
拉幅——利用纖維素、蠶絲、羊毛等纖維在潮濕條件下所具有的一定可塑性,將織物幅寬逐漸拉闊至規定的尺寸並進行烘幹穩定的整理過程,也稱定幅。
熱定型——指合纖織物在一定張力下進行熱處理,使其尺寸,形態穩定的加工工藝。
2. 改善服裝麵料外觀
提高織物白度和懸垂性,提高織物表麵光澤和賦予織物表麵花紋效應等。
例如:
軋光整理——通過軋光機的機械壓力、濕熱的作用,借助於纖維的可塑性,使表麵纖維呈現平行排列,以提高表麵光滑平整度,對光產生規則的反射,進而提高織物色澤的目的。
軋紋整理——軋紋整理機同一隻可加熱的硬輥與一隻軟輥組成。硬輥表麵刻有陽紋花紋,軟輥則刻有陰紋花紋,兩者相互吻合。整理時借助於織物在濕熱條件下的可塑性,利用陰陽輥壓軋織物,使織物產生凹凸花紋的效應。
磨毛——整理後織物可產生絨麵,手感改善,穿著舒適,可在拉絨機上做,織物經反複摩擦產生絨麵。
3. 改善服裝麵料手感
賦予織物柔軟而豐滿的手感或硬挺的手感。
例如:
柔軟整理——是彌補織物手感僵硬和粗糙缺陷使織物手感柔軟的加工過程。包括機械柔軟整理、化學法柔軟整理和硬挺整理。
機械柔軟整理主要是利用機械方法,在張力狀態卜,將織物多次揉屈,以降低織物的剛性,使能恢複至適當的柔軟度。
化學法是用柔軟劑的作用來降低纖維間的摩擦係數以獲得柔軟效果。
硬挺整理——是使織物獲得平滑、硬挺、厚實、豐滿的手感,並提高強力和耐磨性,也可改善懸飾性和外觀。
硬挺整理加工時一般結合定幅進行,漿液中加入柔軟劑,以改善綜合性手感,同樣,單純的柔軟整理,要加硬挺劑以增進其身骨。
4. 賦予麵料特殊性能
使織物具有某種防護性能或提高織物的服用性能。
例如:
防水整理——是對織物進行塗層,使水和空氣都不能透過;拒水整理是使纖維表麵的親水性變為疏水性,織物既透氣又不易被水潤濕。
阻燃整理——經過整理的織物具有不同程度的阻止火焰蔓延的能力,離開火源後,能迅速停止燃燒。
工藝舉例
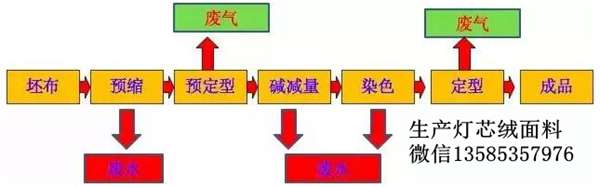
麵料染整工藝流程:化纖布染色(需堿減量)
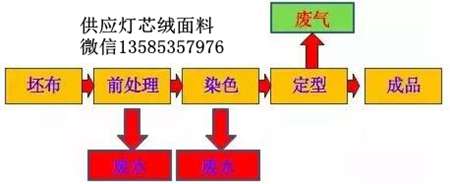
麵料染整工藝流程:化纖布染色(不需堿減量)
麵料染整工藝流程:化纖布印花(需堿減量)

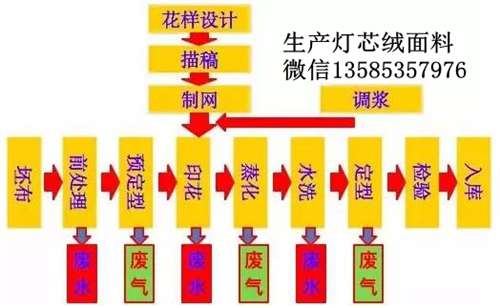
麵料染整工藝流程:化纖布印花(不需堿減量)
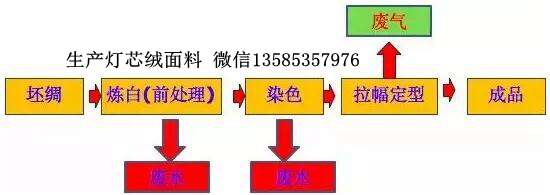
麵料染整工藝流程:全棉機織布軋染

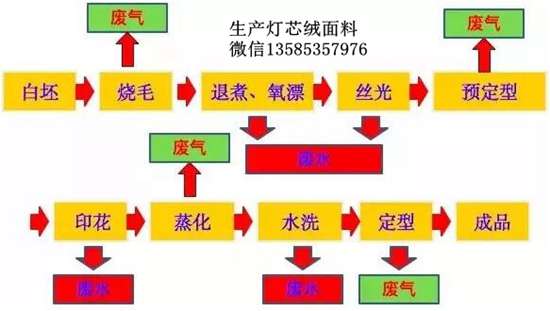
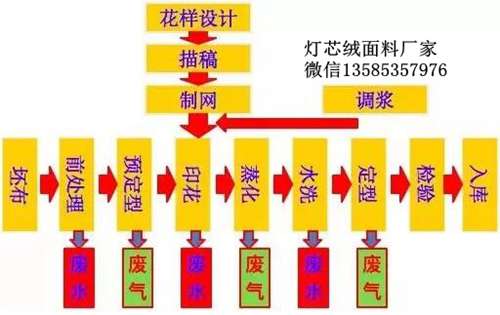
麵料染整工藝流程:全棉機織布印花
麵料染整工藝流程:絲綢織物染色
麵料染整工藝流程:絲綢織物印花
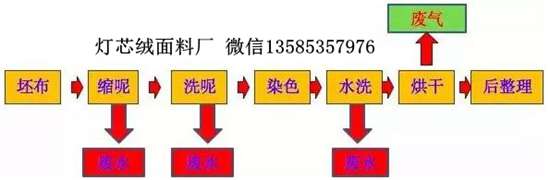
麵料染整工藝流程:呢絨織物染色
關鍵字:麵料染整,工藝流程
 如何檢測滌棉坯布棉含量
如何檢測滌棉坯布棉含量- 坯布組織分析方法
- 紡織麵料後整加工中預縮整理的作用和方法
- 不同的織物洗滌要點,各種麵料如何洗滌?
- 麵料後整理過程中操作難點
- 麻布有什麼特點?麻布圖樣
- 無梭織機的種類和特點,無梭織機能做哪些品種麵料
- 筒子紗漂白中容易發生哪些問題?如何防止筒子紗漂白中的問題




















