
麵料織造知識:高支純棉色織府綢的織造工藝
供應betway.net 燒毛坯,承接50%体育首存红利~ 染色成品訂單!微信:13801503159
高支純棉色織府綢布麵勻整、細膩,菱形顆粒明顯,手感輕薄、柔軟,產品透氣性好,適宜做夏季的服裝和內衣,耗用棉紗少,且產品附加值高,很受國內外客商的歡迎。但因為紗支細,經紗斷裂強度低,耐磨性差,而且織物的經向緊度大,織造生產難度較大。
通過技術攻關,製定了合理的生產工藝,解決了織造生產時經紗斷頭率高的問題,使生產能順利進行。
1 產品規格、技術條件和工藝流程
產品規 格為145c m JC9.7/ JC9.7 630/378;經緯向緊度分別為72.6 %,36.3%,總緊度82.6%,組織為平紋+3/1破斜紋。
色經循環 :淺藍54、深藍2、淺藍2、藍40,淺藍2,深藍2、淺藍54、深藍4,每花160根,每花寬度25.4 mm.緯紗 均 為 白色。
除藍色 4 0根為3/1破斜紋外,其餘均為平紋。
組織圖 ( 見圖1)設計時,要注意平紋和3/1破斜紋交接處的銜接,避免出現類似雙經的現象。
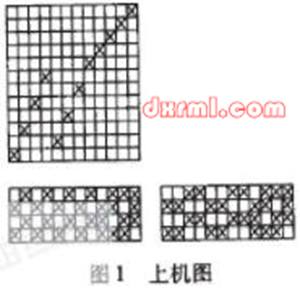
高支純棉色織府綢的織造組織圖
為減少箱齒對經紗的摩擦,穿箱采用3/1破斜紋每箱5人,平紋每箱3人。
工藝流 程 如下。
經紗 : 絞紗染色、絡筒、分批整經。漿紗。穿經
緯紗 : 絞紗染色、絡筒
經+緯 : 織造。坯布檢驗*後整理*成品檢驗、卷筒*人庫
2 織造前的工藝計算
2.1 總經根數計算
染整幅 縮 率取6.5%。
坯布幅 寬 =成品幅寬/(1一染整幅縮率)=1 45 c m / ( 1 一6 .5 % ) = 155 .1 c m布身 一 個 色經循環160根紗,其中破斜紋40根,每箱齒5人,用8個箱齒,平紋共120根,每箱齒3人,用40個箱齒,一個
色經循環共用48個箱齒,布身每箱齒平均穿人數為160根/48齒=3.33根/齒。府綢 產 品 不另設布邊,隻在最外兩側各加2個雙穿綜。
總經根數 =坯布幅寬x經密=1 55 .1 c m x 6 3根 / cm = 9 77 1. 3根取9770根。
2.2 初算箱幅
取緯紗織縮率2.9%。
初算箱幅二坯布幅寬/(1一緯紗織縮率)=1 55 .1 cm /( 1一 2. 9% ) 二 15 9. 7c m
2.3 箱號計算
全幅花數 =總經根數/色經循環=9 7 7 0根 /1 60 根 =6 1 花 +10 根 (餘)
多餘10 根用於兩邊最外側各5根,兩邊各有1箱齒是5穿人,合計2箱齒。
全幅箱齒數二每花箱齒數x全幅花數+多餘經紗
用箱齒數=4 8齒 x6 1花 +2 齒 = 29 28 齒
箱號二全幅箱齒數/初算箱幅x10=2 9 2 8齒 / 15 9.7 c mx 1 0=183.3齒/10cm
取183號箱。
上機箱幅 =全幅箱齒數/箱號x10=2 9 2 8 齒 /18 3( 齒 /1 0c m) x 1 0 = 160cm
2.4 其他計算
經紗織縮率取10.4%。
千米坯布經紗長度
二1 0 0 0m /(1一經紗織縮率)=1 o o om / (1 一10.4%)=1116.lm
成品匹長取35m ,聯匹數取5,後整理伸長率取1.5%。
坯布落布長度
二( 成 品 匹長x聯匹數)/(1一後整理伸長率)=( 35 m x 5)/(1一1.5%)=177.7m
漿紗墨印長度=千米坯布經紗長度/10 00x 坯布落布長度= 1 11 6. l m /10 00 x1 77.7 =198.3 m
本產品除多餘的10根紗平均分配在兩側外,可以看成61個整花。
3 織造中的工藝措施
3.1 絡筒工序
133 2P 型 絡筒機上安裝電子清紗器,可清除短粗節、長粗節、長細節等,短粗節的正確切斷率>70%,清除效率>70%,空切率<4.5%,正切率不一致係數<20%,長粗節和長細節的正確切斷率均90%,清除效率均>90%。絡筒速度140 m/min,張力墊圈3g。
絡筒前要校正紗框平衡,使其回轉靈活。紗框調節錘的質量應一致,以保持各錠張力均勻。槽筒改用金屬槽筒,可使表麵光滑,減少絡筒時的意外張力和紗線斷頭率。
3.2 整經工序
整經使用1452G-180型機,機速250m /min,為了使織造時利用較小的上機張力就能開清梭口,整經工序要求片紗張力小而勻,由於筒子架上的經紗張力是後排大於前排,上下層大於中間層,所以經紗穿人伸縮箱時應采用分排法穿箱,利用經紗對伸縮箱箱齒的包圍角的不同,調整筒子架上前後排位置經紗的張力差異。
筒子架上張力墊圈的配置可分為前後4段加壓,前段配置的張力墊圈重於後段,張力墊圈由前段到後段質量依次為7.8, 6.6, 5.4, 4.2 g,3/1破斜紋部分因經紗平均浮長較長,經紗織縮率小,使用單軸織造時可在原張力墊圈質量的基礎上增加2g,使經紗產生預伸長,避免織造時3/1破斜紋部分的經紗鬆弛和經停片下垂造成不斷經誤停車。
壓輥對經軸的加壓可稍微調大些,這樣可以用較小的經紗張力獲得經軸比較緊密的卷繞,盡可能保持經紗的彈性。
整經工藝設計時,每個經軸上的經紗根數盡可能多些,充分利用筒子架的容量,使經軸上每根經紗的距離縮短,有利於經軸成形。經軸卷繞完成後,用直尺的一邊緊靠在表麵紗線上,努力做到直尺和表麵紗線之間沒有間隙。
3.3 漿紗工序
漿紗序是增加紗線強力和耐磨性的關鍵工序,由於本產品的經紗隻有9.7 t ex,漿紗質量的重要性就顯著了。
棉紗本來可用澱粉作為赫著劑,但澱粉漿的勃度較大,浸透性差,耐磨性也不夠,漿膜性能不理想,所以選用了PVA和醋化澱粉的混合漿,具體配方為PVA17992 0k g,PV A一205MB2 8k g,磷酸醋澱粉30kg,乳化油1.8k g,二蔡酚堿液0.14 k g配方 中 P VA1799漿膜的強力和耐磨性較好,使用PVA-205 MB是因為該漿料具有易溶、無泡、低勃、與PVA1799混溶性好的特點,磷酸醋澱粉糊化溫度低,抗凝性強,耐磨並有較好的分紗性,可較大比例取代PVA,乳化油除了使漿膜柔軟外還有減磨的作用,乳化油和磷酸醋澱粉有良好的分紗作用。
漿紗機用GA308型,機速40m /min,第一隻壓漿輥采用無孔橡膠輥,壓漿力為8 kN左右。
第二隻壓漿輥采用微孔橡膠輥,壓漿力為12 kN左右。漿槽溫度在90一93 9C,便於熔化棉纖維表麵的果蠟,有利於漿液對纖維的吸附。漿槽漿液翻度8s(水值4 s),濕區烘筒溫度105℃,幹區烘筒溫度95℃。
漿紗質量指標控製如下:上漿率13.5%,減伸率19.2%,增強率35.8%,回潮率7.5%一8.0%。伸長率1.2%。高支紗在漿紗工序中特別要控製好經紗的伸長率和幹分絞時漿膜的完整性。
3.4 織造工序
織造工序應把重點放在減少經紗的摩擦。采用質量為1g、已經過一段時間使用的經停片,這樣的經停片與經紗接觸處光潔無毛刺,避免使用新的經停片,以免損傷紗線。
經停杆上經停片的排列密度以12片/cm以下為宜,選用綜絲時應選28號表麵塗有尼龍的小眼細綜絲,綜眼規格為5.4m m x1 .7 m m,以增加綜眼的耐磨性和減少綜眼對經紗的磨損。綜絲的排列密度可控製在每厘米12根以下,避免經紗和綜絲之間有過多的摩擦,經停杆和綜絲杆使用前表麵可塗一層蠟,有利於經停片和綜絲的移動和均勻分布。經停片穿法是11,33,55,22,44,660鋼箱可以使用特製的,適當減少箱片厚度以增加箱齒間的間隙,箱片厚度可小於0.2mm,必要時選用較小的箱號,增加經紗的每箱穿人數。
另外紮箱前箱片應先鍍鉻,減少箱片表麵的摩擦因數。織機 使 用 GA747一180劍杆織機,機速210r /min,為避免開口不清,後梁位置不宜過高,後梁位置+6.5cm,綜平時間2800,停經條列數6列,0.2 m m停經片,綜片數12片,平紋穿綜13,57,24,68,3/1破斜紋9-12頁順穿。車間相對濕度75%,機上布幅153.6c m,織造效率可達86%以上,經向斷頭0.50根/台時,緯向斷頭0.20根/台時,織疵率5.8%,下機一等品率75%,人庫一等品率98.3%。
4 結語
高支純棉色織府綢產品附加值高,經濟效益好,但生產難度大。
生產過程中要做好以下幾個方麵的工作。
(1) 絡 筒 機要安裝電子清紗器,采用金屬槽筒,並使機械狀態良好。
(2) 整 經 工序應控製片紗的張力均勻,3/1破斜紋部分因經紗織縮率比平紋小,可增加墊圈質量,使經紗產生預伸長,避免織造時經紗鬆弛造成不斷經誤停車。
(3) 高 支 紗條幹緊密較難浸透,漿液配方的選用除考慮漿紗增強耐磨外,應有利於漿液的浸透,應減小漿液豁度。漿液配方的選用還要考慮到幹分絞後漿膜的完整性,減少漿紗在幹分絞處的斷頭。
(4) 織 造 中應采取一些必要的措施減少經紗的摩擦。機器速度不宜過高,以確保順利織造。
關鍵字:麵料織造知識,高支純棉,色織府綢,織造工藝
 印染知識:詳解針織服裝後整理工藝流程
印染知識:詳解針織服裝後整理工藝流程- 噴氣織機常見織疵的成因及解決措施
- 麵料後整理工藝:麵料織物特種整理
- 麵料染整工藝流程簡介
- pH值不合格的紡織品怎麼辦?
- 紡織麵料染色從打小樣到放樣試產,如何實現客戶認可樣?印染廠對色要點
- 麵料染整和麵料印花有什麼區別?兩者又有何關聯?
- 什麼是50%体育首存红利~
燒毛坯?關於燒毛工藝的知識!燒毛機有哪些?


















